镗孔专机使用说明书
一、镗孔专机主要技术参数:
| 主要技术参数 | |
| 加工范围:镗孔直径范围 | φ700~φ1300 mm |
| 车端面的直径范围 | φ780~φ1850 mm |
| 车两端面距离 | 2800 mm |
| 平旋极限行程 | 400 mm |
| 工作台面尺寸 | 5400×2200×2100 mm(长X宽X高) |
| 主轴中心高 | 1100 mm |
| 工作台T型槽上口尺寸 | 32 mm |
| 主轴转速 | 15~80 rpm 无级调速 |
| 轴向进给速率 | 0.1-0.9mm/r 无级调整 |
| 径向进给速率 | 0.1-0.8 mm/r 无级调整 |
| 空行程快速移动速度 | 3000mm/min |
| 工作台载重能力 | 10 t |
| 进给箱快速移动功率 | 1.5 kw |
| 主电机功率 | 15 kw |
| 加工方式 | 卧式 |
| 加工表面粗糙度 | Ra 3.2μm |
| 加工长度 | 2800mm |
| 工件孔的同轴度 | ≤0.05 mm /全长 |
| 保护功能 | 断电自动关断电源 |
| 工作电源 | 三相 380 V |
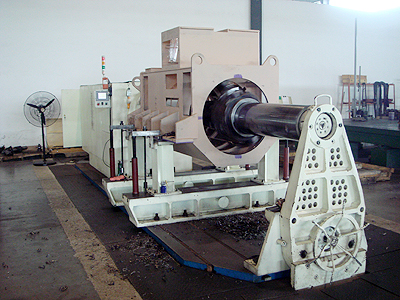
二、主要结构
机床由机座、床身、主轴、主轴箱、变速箱、悬臂支承架等组成,主体结构使用HT20-40铸件结构。床身、主轴箱与悬臂支承架与机座的相对精度小于0.5 /1000 mm。
2.1 主轴
主轴采用45钢无缝管调质处理,选用NN 3060 K主轴轴承,可实现主轴精度修正。悬臂支承架重量自身平衡,手动换位。悬臂轴承固定采用涨套锁紧实现较高重复定位精度。驱动采用变频调速,变频范围不超过20%。
2.2 传动
电机与床身一体安装,主动力采用三角带和螺旋伞齿轮传动,减少机床的振动和传动的平稳,减少设备维护。
2.3 进给
2.3.1 轴向
进给箱驱动由离合器给主轴丝杠分配动力,采用无级变速系统,可实现停车调速。
2.3.2 径向
采用平旋结构,通过棘轮和改变楔块转角改变径向进给速率。
三、安装和维护
3.1 吊运 利用机床平台工艺起吊孔整体起吊运输。床头箱吊环螺钉用于主轴、床头箱的部件起吊,严禁用于机床的整体吊装。
3.2 机床整体运输,机械安装根据基础图施工,台面水平调整分粗平和精平两次完成,地脚螺栓二次浇灌。电器安装需接驳三相电源,确保床身可靠接地,详见附件6。
3.3 开车前仔细阅读使用说明书,检查运转部件,盘车。开机和调试由制造厂负责。
3.4 润滑:
3.4.1 日常润滑
刀架滑座设油嘴,需每班加油,主轴和刀架滑座的润滑(润滑油牌号:HJ-20)。加工铸铁件时要检查清理主轴外表油积
丝杆螺母传动付需每班加油,丝杆螺母的润滑(润滑油牌号:HJ-20)。加工铸铁件时要检查清理丝杆外表油积。
3.4.2 周期润滑
摆线针轮减速机每月检查一次油量,适量添加润滑油(润滑油牌号:HJ-20)。
机床主要传动部件和轴承采用油脂润滑,每三个月检查一次润滑状态,适量添加润滑脂(润滑脂牌号:复合铝基润滑脂SH/T0378)。
四、操作指南
4.1. 工件装夹
4.1.1 工件装夹前松开活动尾架固定螺钉,用手盘驱动退出活动尾架,脱开定位销。旋转活动尾架至水平放置撞到机械限位。
4.1.2 吊装工件。工件装夹与成品电机安装方式一致。制造厂提供等高垫适应不同规格机座的加工需要。等高垫与工件接合面经淬火和磨制。用户应定期检测磨损状态,及时修正。根据不同机座的结构强度差别,用户适当增加支撑点可以减少震动和噪音。
4.1.3 旋转活动尾架至垂直,用手盘驱动移动活动尾架,分别与定位销和主轴尾端轴承付配合安装。先紧固主轴尾端轴承付固定螺钉,后紧固活动尾架固定螺钉。
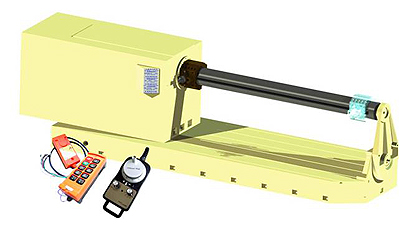
4.2 开机
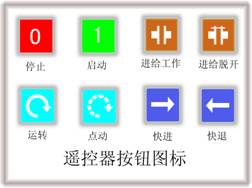
机床动力电源和控制电源分设空气开关,便于维修和设定。控制面板由PLC触摸屏、应急开关、电源指示灯和运转方向选择开关组成。遥控器有启动、停止、运转、点动、快进、快退、进给工作和进给脱开等按钮组成。
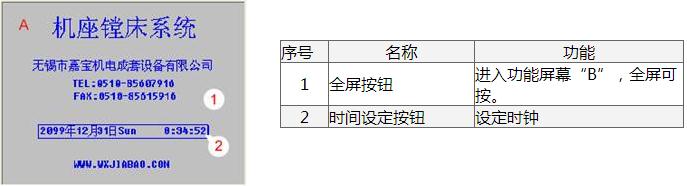
4.2.1 打开空气开关,PLC触摸屏正常显示。如无正常显示可参照PLC屏幕显示和按钮汇总之“F、G”一键恢复原厂设置。
4.2.2 PLC屏幕显示横向零位错误,可参照PLC屏幕显示和按钮汇总之“F-24”操作恢复刀架横向零位。
4.2.3 遥控器运转和点动可直接转换。
4.3 注意事项
机床设黄、绿、红三色警示灯。黄等为变频器故障报警,绿灯为电源指示,红灯为进给状态指示。
4.3.1纵向走刀时必须进给脱开。即红灯量起。
4.3.2 操作人员进入台面操作时必须按遥控器停止按钮或应急停止按钮。以预防误操作。
4.3 PLC屏幕显示和按钮汇总:开机即进入画面A
B:横向监视画面
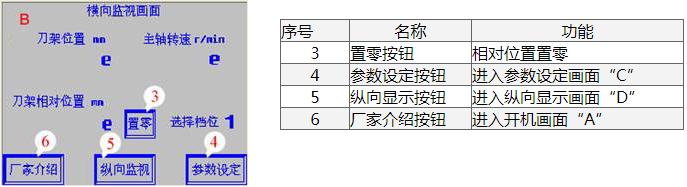
C:横向设定画面

D:纵向显示画面
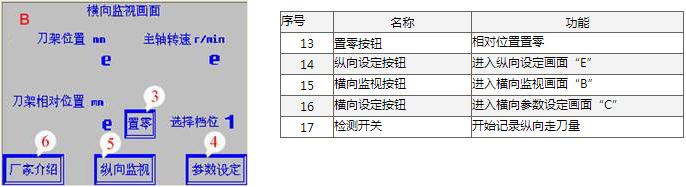
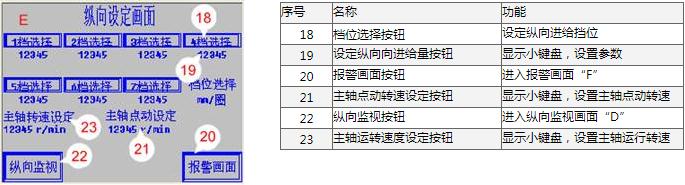
E:纵向设定画面
F:变频器报警画面

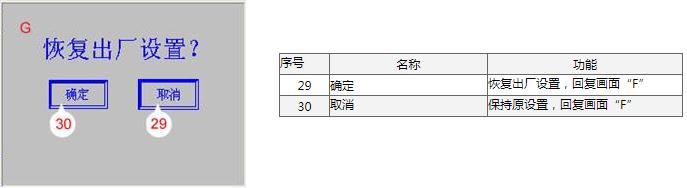
G:恢复出厂设置画面
H:版本号画面

4.4 机床附件有三套刀架,以适应不同轴向加工和径向加工尺寸的要求,便与操作中合理更换使用。选用小刀架加工大尺寸容易引起震动,选用大刀架加工小尺寸会带来操作的不便。
4.5 对刀
轴向加工端面时,刀架设有对刀基准平台和刻度盘,可使用刻度盘或千分表调整轴向加工尺寸。台阶的加工需分步切销。
径向加工内孔时,刀架设有对刀基准平台和刻度盘,可使用刻度盘或千分表调整内径加工尺寸。台阶的加工需分步切销。
4.6 其他 加工过程中机座热变形和惯性误差较小,粗加工和精加工可连续操作,但必须检查工件温度。
五、精度检测记录(见附件1)
| 附件 | |
| 1、机床精度检测记录和加工精度出厂记录 | 1份 |
| 2、备附件清单 | 1份 |
| 3、镗孔专机使用说明书 | 2份 |
| 4、变频器说明书 | 1份 |
| 5、PLC说明书 | 1份 |
| 6、电器原理图 | 1份 |
| 7、光盘 | 1张 |
| 无锡嘉宝成套机电设备有限公司 | |||||
| 专用设备检测记录表 | |||||
| 客户 | 名称 | 规格 | |||
| 单号 | 数量 | 检验日期 | |||
| 序号 | 检验项目 | 标准值(mm) | 实测值 | ||
| 机床精度记录 | |||||
| 1 | 工作台平面度 | 3700/1800 | 1000:0.1 | ||
| 2 | 等高垫高度 | 730/470 | ±0.05 | ||
| 3 | 主轴与台面平行度 | 1000 | 0.15 | ||
| 4 | 主轴直线度 | 3700 | 0.02 | ||
| 5 | 主轴径向跳动 | 3700 | 0.015 | ||
| 6 | 刀架径向跳动 | 0.02 | |||
| 加工工件精度记录 | |||||
| 1 | 试切内孔径向跳动 | 2700 | 0.05 | ||
| 2 | 试切端面跳动 | 1600 | 0.07 | ||
| 备注 | 判定 | 合格 | 不合格 | ||
| 核准 | 审核: 检验员: | ||||
| 镗孔专机装箱单 | |||
| 序号 | 名称 | 数量 | 备注 |
| 1 | 主机 | 1台 | |
| 2 | 备附件 | 1套 | 见清单 |
| 3 | 使用说明书 | 2份 | |
| 4 | 电器原理图 | 1份 | |
| 5 | 变频器说明书 | 1份 | |
| 6 | PLC说明书 | 1份 | |
| 镗孔专机备附件清单 | ||||
| 序号 | 名称 | 数量 | 单位 | 备注 |
| 1 | 刀架 | 3 | 件 | |
| 2 | 等高垫 | ? | 件 | |
| 3 | 尾架专用扳手 | 1 | 件 | |
| 4 | 地脚螺栓 | ? | 件 | |
| 5 | 5号电池 | 2 | 节 | |


